
Since 1 January 2004, the EU has required the use of a 2-circuit vacuum lifting device on construction sites or other particularly hazardous areas. Most people will already be aware of this, but do you know what it means?
How a vacuum lifter should be constructed is regulated in the EU by EU standard EN 13155.
The main components of a non-self-priming vacuum lifter are
- A support frame that transfers forces from the suction cups to the crane hook.
- Vacuum generation so that the suction cups can carry anything at all.
- A non-return valve so that the vacuum is maintained if the vacuum generation fails.
- A vacuum reservoir to compensate for small vacuum losses.
- A control valve for switching between SUCTION and RELEASE
- One or more suction cups to hold the load
To make it safer for the user, such a vacuum lifting device should have these warning devices / displays:
- A control vacuum gauge that provides information about the danger zone and working area.
- A visual or audible warning device that warns of low vacuum and continues to function even in the event of a power failure.
The 1-circuit vacuum lifter
Such a vacuum lifting device has a so-called closed vacuum circuit. Otherwise, the suction cups should be designed in such a way that they can always carry twice the nominal load. To illustrate this, here is an example: A vacuum lifting device for 500 kg must therefore be able to hold twice the nominal load of 500 kg in all foreseeable positions. That is 1000 kg that the vacuum lifter must be able to hold, as required by EU standard EN 13155, so that the user is adequately protected.
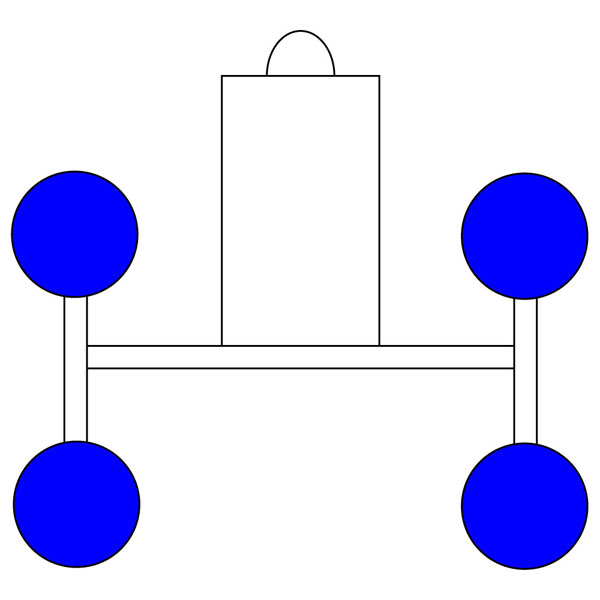
A single vacuum circuit, all 4 suction cups marked in blue.
If this one vacuum circuit leaks, for example if a vacuum hose is severed, the load falls because the suction cups can no longer support it.
This was the reason for the members of the standards committee to demand a second vacuum circuit. For the higher danger zone, i.e. whenever people could be under the load, this second vacuum circuit should also be able to offer the same level of safety as the other vacuum circuit. In other words, if one vacuum circuit fails, the other vacuum circuit should be able to bear twice the nominal load.
The 2-circuit vacuum lifter
This fact alone means that a 2-circuit vacuum lifting device for use on construction sites always requires twice the number of suction cups compared to a 1-circuit vacuum lifting device. If the device is used in-house, i.e. in an area with a lower hazard potential, then all the suction cups count together again. It is a matter of interpretation as to how high the risk is categorised. Theoretically, such a device with the same number of suction cups per vacuum circuit would be able to hold the single nominal load.
The 2-circuit vacuum system also means that there must always be a number of suction cups that can be divided in two. So a 2-circuit vacuum lifter with three suction cups makes no sense, because the smallest load-bearing part always determines the nominal weight for which the device should be approved. The vacuum circuits should also be evenly distributed over the surface. In other words, a vacuum lifting device on which the right-hand side forms one vacuum circuit and the left-hand side forms the other vacuum circuit will generally not be able to carry twice the nominal load. Therefore, always ensure that the vacuum circuits are distributed accordingly. It's all about your safety and the safety of others.
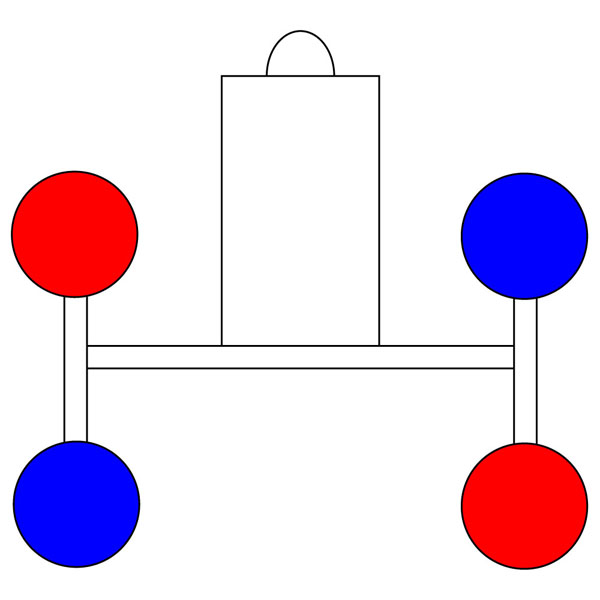
The 4 suction cups are now divided into 2 vacuum circuits. Each vacuum circuit now has 2 suction cups. 2 suction cups are marked in blue and 2 suction cups in red.
If a vacuum hose is severed in a correctly designed 2-circuit vacuum lifting device, nothing happens to the nominal load. It remains held by the suction cups. However, there should now be a visual and/or audible warning. In addition, the relevant control vacuum gauge should now indicate the danger zone.
In 2008, we presented our vacuum lifter Kombi 7411-DS3 at Glasstec. This 4-circuit vacuum lifting device has four separate vacuum circuits. With a device of this type, if the vacuum hose is severed, the suction cups do not fail 50 % as with the 2-circuit vacuum lifting device, but only 25 %. The device can therefore manage with a smaller number of suction cups than a 2-circuit vacuum lifter.
We have also created a short video in which we try to show what a 1-circuit vacuum lifter, a 2-circuit vacuum lifter and a 4-circuit vacuum lifter is. An old Kombi 7011-DS vacuum lifter with four suction cups is used to show how it works.
Simply click on the link and the video will open on an internet-enabled PC.